Requirements for testing:
Introduction-By the Australian Standard AS 4839 all oxygen /LPG or acetylene equipment used in RailCorp must be inspected and tested regularly. The inspection must be undertaken by a technically competent person. Oxy and LPG gas equipment used in aluminothermic welding is specialized equipment.
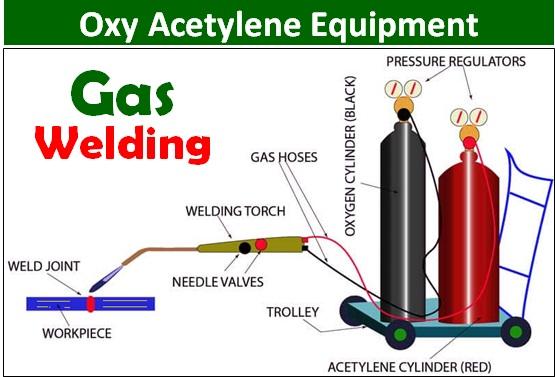
The combination of the regulator, flashback arrestor, non-return valve, cutting attachment, hand piece, mixer, and quick-release hose couplings operate as a unit and should be tested to meet requirements RailCorp has established as necessary to provide satisfactory aluminothermic welds.
Accordingly, RailCorp has established the following requirements
Requirements for testing:
- All equipment is to be inspected and tested once (1) per year
- Flashback Arrestors are to be replaced every 5 years
- Welders are to visually inspect equipment before use
- All equipment is to be tagged with a sticker that displays the following information:
- Date inspected
- Equipment Identifier
- Name of the inspector?
- A cable tie is to be placed on all hoses to identify tested hoses. The color of the cable tie will indicate the year of testing. A cycle of 5 years will be adopted
- 2008 – grey
- 2009 – blue
- 2010 – red
- 2011 – green
- 2012 – yellow
- 2013 – grey
- 2014 – blue
Leak and function testing procedure
This test procedure covers the following equipment:
- Regulators
- Hoses
- Blowpipe
- Cutting attachment
- Flashback arresters
Test equipment required:
- Gas supply
- Water tank
- Lead Detector
- Blanking off type 40 cutting nozzle
- Blanking off the tip
- Setting gauge RT 611 & RT 612
- Hose blanking plugs
- Flashback arrester test unit
Testing Set-Up:
- Connect all system components.
- Connect the regulator to the gas supply.
- Connect FBA to the outlet of the regulator.
- Connect a hose to the blowpipe.
- Repeat for other gas supplies.
- Connect the mixer or cutting attachment to the blowpipe.
- Fit cutting tip.
Note: Ensure all connections are tight using an appropriate spanner.
General Leak Test:
- Ensure the regulator pressure adjusting knob is turned fully anti-clockwise.
- Blowpipe valves are fully closed.
- Open the cylinder gas supply valve slowly.
- Observe the regulator’s low-pressure gauge.
If pressure registers on a low-pressure gauge (creep), this indicates a faulty
regulator and it must be replaced - Screw in the regulator pressure adjusting knob.
- Set pressure to 100 kph.
- Repeat for other gas supplies.
- Close cylinder gas supply valves.
- Observe regulator pressure gauges (nominal 1 minute).
If a pressure drop is observed, there is a leak in the system.
Specific leak test Regulator:
- Disconnect the hose and flashback arrester from the regulator.
- Blank off the regulator outlet( use RT610 or RT611).
- Pressure regulator to 100 kph.
- Check for leaks using a suitable leak detection liquid.
- Check for leaks at:
- Gas cylinder supply valve and regulator connection
- Regulator inlet and body connection
- Regulator outlet and body connection
- Pressure gauge and body connections
- Hose connection
Hose Pipe:
- Disconnect the hose from the blowpipe.
- Blank off the hose end.
- Pressure hose to 100 kph.
- Check for leaks using a suitable leak detection liquid.
- Check for leaks at hose connections.
Blowpipe control valves:
- Connect the blowpipe to the hose.
- Pressurise to 100 kph.
- Immerse the welding tip in clean water.
If bubbles appear from the tip end, this indicates leaking control valve seats and the
blowpipe must be repaired or replaced.
Cutting attachments control and cutting oxygen valve - Connect the cutting attachment to be tested to a tested blowpipe.
- Pressurise to 100 kph
- Immerse the nozzle in clean water.
If bubbles appear from the nozzle end, this indicates leaking control valve seats and
the blowpipe must be repaired or replaced.
Blowpipe - Fit the mixer to the blowpipe.
- Fit the blanked-off tip to the mixer.
- Pressurise to 100 kph.
- Open blowpipe all control valves fully.
- Immerse the whole assembly in clean water.
- Check for leaks at:
- Hose connections
- Control valve gland nuts
- Mixer to blowpipe connection
- Brazed joints
Cutting attachment:
- Fit cutting attachment to the tested blowpipe.
- Fit blanked-off nozzle to cutting attachment.
- Pressurise to 100 kph.
- Open blowpipe control valves fully.
- Immerse the whole assembly in clean water.
- Operate cutting attachment lever.
- Check for leaks at:
- Control valve gland nut
- Cutting attachment to blowpipe connection
- Cutting oxygen valve
- Nozzle nut
- Brazed joints
Regulator Seat inter-leak test:
- Connect the setting gauge to the regulator outlet (TR610 & RT611).
- Ensure the regulator pressure-adjusting knob is turned fully anti-clockwise.
- Open the cylinder gas supply valve slowly.