Yujie Cuia Yufan Zhaoa1 Haruko Numatab Kenta Yamanakaa Huakang Biana Kenta Aoyagia AkihikoChibaa
aInstitute for Materials Research, Tohoku University, Sendai 980-8577, JapanbDepartment of Materials Processing, Graduate School of Engineering, Tohoku University, Sendai 980-8577, Japan
Highlights
•The limitation of increasing the rotational speed in decreasing powder size was clarified
•Cooling and disturbance effects varied with the gas flowing rate.
•Inclined angle of the residual electrode end face affected powder formation.
•Additional cooling gas flowing could be applied to control powder size.
Abstract
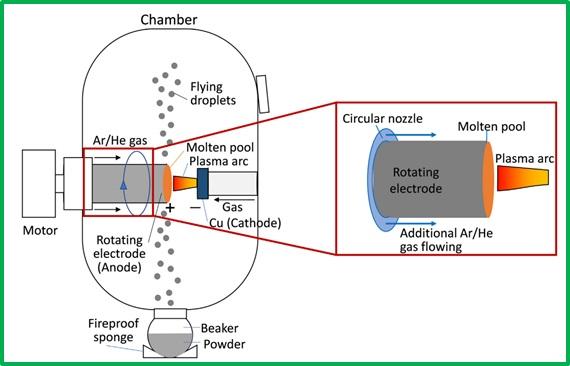
The plasma rotating electrode process (PREP) is rapidly becoming an important powder fabrication method in additive manufacturing. However, the low production rate of fine PREP powder limits the development of PREP. Herein, we investigated different factors affecting powder formation during PREP by combining experimental methods and numerical simulations. The limitation of increasing the rotation electrode speed in decreasing powder size is attributed to the increased probability of adjacent droplets recombining and the decreased tendency of granulation. The effects of additional Ar/He gas flowing on the rotational electrode on powder formation is determined through the cooling effect, the disturbance effect, and the inclined effect of the residual electrode end face simultaneously. A smaller-sized powder was obtained in the He atmosphere owing to the larger inclined angle of the residual electrode end face compared to the Ar atmosphere. Our research highlights the route for the fabrication of smaller-sized powders using PREP.
Introduction
With the development of additive manufacturing, there has been a significant increase in high-quality powder production demand [1,2]. The initial powder characteristics are closely related to the uniform powder spreading [3,4], packing density [5], and layer thickness observed during additive manufacturing [6], thus determining the mechanical properties of the additive manufactured parts [7,8]. Gas atomization (GA) [9–11], centrifugal atomization (CA) [12–15], and the plasma rotating electrode process (PREP) are three important powder fabrication methods.
Currently, GA is the dominant powder fabrication method used in additive manufacturing [16] for the fabrication of a wide range of alloys [11]. GA produces powders by impinging a liquid metal stream to droplets through a high-speed gas flow of nitrogen, argon, or helium. With relatively low energy consumption and a high fraction of fine powders, GA has become the most popular powder manufacturing technology for AM.
The entrapped gas pores are generally formed in the powder after solidification during GA, in which the molten metal is impacted by a high-speed atomization gas jet. In addition, satellites are formed in GA powder when fine particles adhere to partially molten particles.
The gas pores of GA powder result in porosity generation in the additive manufactured parts, which in turn deteriorates its mechanical properties because pores can become crack initiation sites [17]. In CA, a molten metal stream is poured directly onto an atomizer disc spinning at a high rotational speed. A thin film is formed on the surface of the disc, which breaks into small droplets due to the centrifugal force. Metal powder is obtained when these droplets solidify.
Compared with GA powder, CA powder exhibits higher sphericity, lower impurity content, fewer satellites, and narrower particle size distribution [12]. However, very high speed is required to obtain fine powder by CA. In PREP, the molten metal, melted using the plasma arc, is ejected from the rotating rod through centrifugal force. Compared with GA powder, PREP-produced powders also have higher sphericity and fewer pores and satellites [18].
For instance, PREP-fabricated Ti6Al-4 V alloy powder with a powder size below 150 μm exhibits lower porosity than gas-atomized powder [19], which decreases the porosity of additive manufactured parts. Furthermore, the process window during electron beam melting was broadened using PREP powder compared to GA powder in Inconel 718 alloy [20] owing to the higher sphericity of the PREP powder.
In summary, PREP powder exhibits many advantages and is highly recommended for powder-based additive manufacturing and direct energy deposition-type additive manufacturing. However, the low production rate of fine PREP powder limits the widespread application of PREP powder in additive manufacturing.
Although increasing the rotating speed is an effective method to decrease the powder size [21,22], the reduction in powder size becomes smaller with the increased rotating speed [23]. The occurrence of limiting effects has not been fully clarified yet.
Moreover, the powder size can be decreased by increasing the rotating electrode diameter [24]. However, these methods are quite demanding for the PREP equipment. For instance, it is costly to revise the PREP equipment to meet the demand of further increasing the rotating speed or electrode diameter.
Accordingly, more feasible methods should be developed to further decrease the PREP powder size. Another factor that influences powder formation is the melting rate [25]. It has been reported that increasing the melting rate decreases the powder size of Inconel 718 alloy [26].
In contrast, the powder size of SUS316 alloy was decreased by decreasing the plasma current within certain ranges. This was ascribed to the formation of larger-sized droplets from fluid strips with increased thickness and spatial density at higher plasma currents [27]. The powder size of NiTi alloy also decreases at lower melting rates [28]. Consequently, altering the melting rate, varied with the plasma current, is expected to regulate the PREP powder size.
Furthermore, gas flowing has a significant influence on powder formation [27,29–31]. On one hand, the disturbance effect of gas flowing promotes fluid granulation, which in turn contributes to the formation of smaller-sized powder [27]. On the other hand, the cooling effect of gas flowing facilitates the formation of large-sized powder due to increased viscosity and surface tension. However, there is a lack of systematic research on the effect of different gas flowing on powder formation during PREP.
Herein, the authors systematically studied the effects of rotating speed, electrode diameter, plasma current, and gas flowing on the formation of Ti-6Al-4 V alloy powder during PREP as additive manufactured Ti-6Al-4 V alloy exhibits great application potential [32]. Numerical simulations were conducted to explain why increasing the rotating speed is not effective in decreasing powder size when the rotation speed reaches a certain level. In addition, the different factors incited by the Ar/He gas flowing on powder formation were clarified.