Process features Oxyacetylene welding, commonly known as gas welding, is a process that relies on the combustion of oxygen and acetylen…
Process Features:
Oxyacetylene welding, commonly known as gas welding, is a process that relies on the combustion of oxygen and acetylene. When mixed together in correct proportions within a hand-held torch or blowpipe, a relatively hot flame is produced with a temperature of about 3,200 deg.C. The chemical action of the oxyacetylene flame can be adjusted by changing the ratio of the volume of oxygen to acetylene.
Three distinct flame settings are used, neutral, oxidising and carburising.

Welding is generally carried out using the neutral flame setting which has equal quantities of oxygen and acetylene. The oxidising flame is obtained by increasing just the oxygen flow rate while the carburising flame is achieved by increasing acetylene flow in relation to oxygen flow. Because steel melts at a temperature above 1,500 deg.C, the mixture of oxygen and acetylene is used as it is the only gas combination with enough heat to weld steel. However, other gases such as propane, hydrogen and coal gas can be used for joining lower melting point non-ferrous metals, and for brazing and silver soldering.
Neutral flame – Gas welders use the neutral flame as the starting point. In the neutral flame, the acetylene gas is completely burned in the oxygen and the surrounding air. A neutral flame is chemically neutral. This flame has two parts, a light blue inner cone and a dark blue (fading to colorless) outer cone. The tip of the inner cone is the hottest part, and this is where the acetylene and oxygen combine and burn. The neutral flame has oxygen and acetylene in equal proportions, and this is usually used for welding.
Carburizing flame – An excess acetylene added to the neutral flame creates the carburizing flame. Carburizing flame has three zones, the hotter inner cone, a white-hot zone (acetylene feather), and the blue-colored outer cone.
Oxidizing flame – An excess oxygen added to the neutral flame creates an oxidizing type of flame. The oxidizing flame is hotter than the other two flames. The oxidizing flame usually is not preferred since it creates unwanted oxides on the metals. The inner cone of the oxidizing flame gets a purple tinge, and the flame sound becomes harsh.
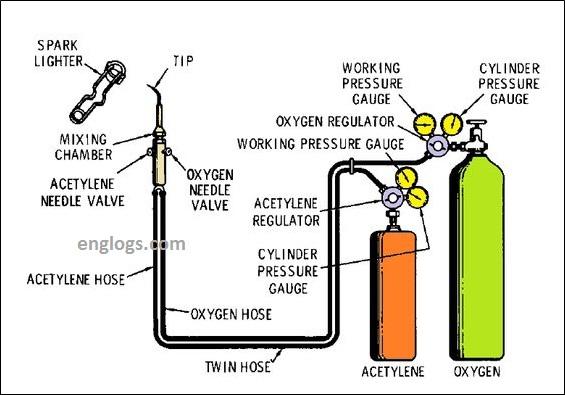
Equipment:
Oxyacetylene equipment is portable and easy to use. It comprises oxygen and acetylene gases stored under pressure in steel cylinders. The cylinders are fitted with regulators and flexible hoses which lead to the blowpipe. Specially designed safety devices such as flame traps are fitted between the hoses and the cylinder regulators. The flame trap prevents flames generated by a ‘flashback’ from reaching the cylinders; principal causes of flashbacks are the failure to purge the hoses and overheating of the blowpipe nozzle.
When welding, the operator must wear protective clothing and tinted coloured goggles. As the flame is less intense than an arc and very little UV is emitted, general-purpose tinted goggles provide sufficient protection.
Operating characteristics:
The action of the oxyacetylene flame on the surface of the material to be welded can be adjusted to produce a soft, harsh or violent reaction by varying the gas flows. There are of course practical limits as to the type of flame which can be used for welding. A harsh forceful flame will cause the molten weld pool to be blown away, while too soft a flame will not be stable near the point of application. The blowpipe is therefore designed to accommodate different sizes of ‘swan neck copper nozzle which allows the correct intensity of flame to be used. The relationship between material thickness, blowpipe nozzle size, and welding speed, is shown in the chart. When carrying out fusion welding the addition of filler metal in the form of a rod can be made when required.
The principal techniques employed in oxyacetylene welding are leftward, rightward and all-positional rightward. The former is used almost exclusively and is ideally suited for welding butt, fillet, and lap joints in sheet thicknesses up to approximately 5mm. The rightward technique finds application on plate thicknesses above 5mm for welding in the flat and horizontal-vertical position. The all-positional rightward method is a modification of the rightward technique and is ideally suited for welding steel plate and in particular pipework where positional welding, (vertical and overhead) has to be carried out. The rightward and all-positional rightward techniques enable the welder to obtain a uniform penetration bead with added control over the molten weld-pool and weld metal. Moreover, the welder has a clear view of the weld-pool and can work in complete freedom of movement. These techniques are very highly skilled and are less frequently used than the conventional leftward technique.
Also Read :


